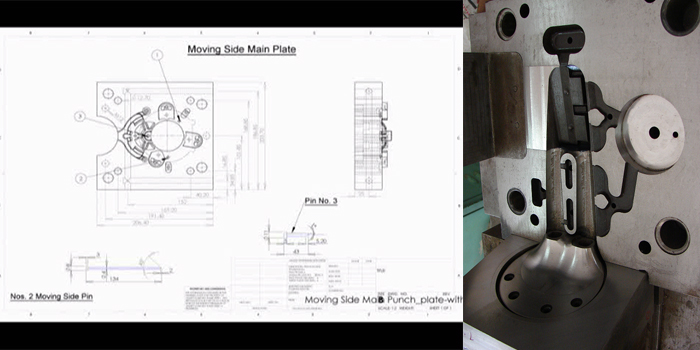
We use Solid Works for making part 3D models, Die design lay out & Core Cavity extraction. Our Core competency is in identifying likely problem areas & potential weight savings while increasing the strength of the parts. This includes thermal, ejection and injection force balancing analysis; because if your die designs involve complex 3D geometry, this is a major part of the equation. We provide a turnkey solution to your 3D die design & service needs.

We have a full-fledged tool room complete with CNC and EDM in house, capable of meeting all the requirements of die making and maintenance.
Following our quality principles, we design die cast tooling considering aspects like durability and long life. These tools can survive the most rugged conditions along with increased strength and reliability and have a long service life (we have many tools which have crossed 0.4 million shots).
Special focus is given to the products functional areas and the designing of the product right from material to its flow and thermal and ejection balancing is adjusted accordingly, to give maximum reliability with lowest rejections even after subsequent operations such as machining for faults such as blow holes, etc. Special provision is made for creating references and geometry to ease the post processing in trimming and subsequent machining
- We are having die-casting shop with machines ranging from 75 to 800 tonnes capable of producing components from 0.5 grams to 8.5 kg.
- Our fully automated closed loop die casting cells maintain history of process parameters for every shot. It achieves repeatability and quality in every shot by adjusting itself automatically to reach the set parameters.
- We have defined special process parameters and aids to achieve wall thicknesses as thin as 1.2 mm and as thick as 10 mm without problems.
- We utilize Control Plans + Process Parameter Sheets and die maintenance plan, spares for every item to eliminate production errors, improve surface finish and integrity of castings, to reduce wear and tear of die to enable timely dispatches.
- Proof machining is carried out on all machined areas during casting cycle. Traceability is maintained up to 3 years for on line inspection reports, material composition.

- The differential leak tester works by measuring the pressure drop compared to a standard confirming work piece / internal zero leakage reference.
- Since the pressure difference is magnified 50,000 times, the machine is highly accurate. Readings for pressure drop in the testing time are available in units of mBar or Pascal.
- The acceptable leak rate is defined and any parts having a leak rate more than that will be declared failed by the audio and red indicator light.
- As the machine has a built in closed loop rejection Bin, the next cycle will not start until the faulty piece is put in the Bin.

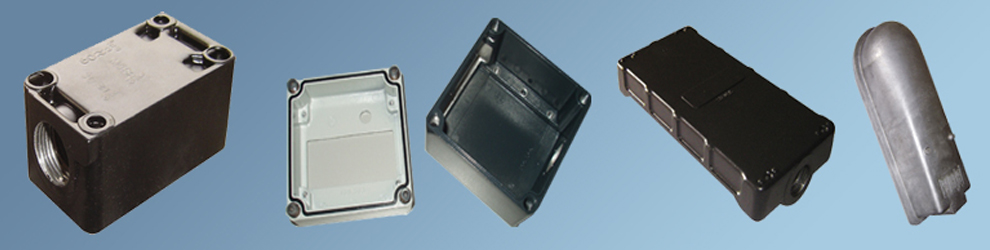
Die castings commonly contain internal porosity. This porosity is generally localized to the deepest cross-sections of the part and does not extend to the outer skin. However, if the part is also machined, the internal porosity will be exposed and the part will leak if pressurized. Machined die castings that need to hold fluids are routinely sealed for life using synthetic resins. Because the sealant is internal to the part, the exterior dimensions and appearance of the part are unchanged.

- After Casting and machining process, components are finished using vibro-finishing machines which also does the de- greasing of the casting.
- We also use Vibro dryer where heated corn cobs absorb the part moisture and dry the part without staining.
- Hard Anodizing as per MIL standard (Type II), achromatizing with ROHS compliant chemicals is done by our vendors (out sourced)

- Hard Anodizing as per MIL standard (Type II),
- We use ROHS compliant chemicals and can also supply coatings complying to REACH standards where ever it is the part requirement.
- Every lot is inspected for film thickness (in house film thickness measuring instrument), shade (to RAL standards) and adhesion (nail test)

- Arko Engineers has experience in procuring up to 200 outsourced items such as Glass filled Nylon, Sheet metal, Rubber, Machined parts, Hardware etc ensuring their quality and maintaining their stocks
- Assemblies as per customer drawings are made